不少采购方在考察不锈钢水箱品质时,往往只关注板材材质与厚度,却忽略了焊接工艺这一核心环节。对于组合式 304 不锈钢水箱而言,焊缝是整个箱体最容易出现渗漏、腐蚀的位置,焊接手法、设备、流程是否规范,直接决定水箱的密封性、使用寿命与安全稳定性。哪怕使用国标优质板材,一旦焊接工艺不过关,用不了多久就会出现渗水、焊缝生锈、开裂等问题,增加大量后期维修成本。
作为无锡本地深耕多年的实体厂家,清之一金属科技在 304 不锈钢水箱生产制造中,始终把焊接工艺当作品控核心。结合江浙沪地区储水设备施工标准与上千套落地项目经验,今天用通俗易懂的方式,带你全面了解 304 不锈钢水箱主流焊接工艺、完整施工流程、关键技术参数以及验收标准,帮你在考察工厂、现场监工、工程验收时,精准辨别焊接质量好坏,从工艺层面选到耐用合格的水箱产品。
一、304 不锈钢水箱主流焊接方式及参数对比

目前行业内制作组合式方形不锈钢水箱,主流采用氩弧焊工艺,极少使用普通电弧焊。304 不锈钢材质特性特殊,导热慢、热膨胀系数大,普通焊接方式容易造成板材变形、焊缝夹渣、氧化发黑,破坏板材防腐性能。下面为你整理常用焊接工艺对比表,同时标注我厂执行的标准参数,方便你直观参考。
| 焊接工艺 | 适用场景 | 优势 | 弊端 | 清之一执行标准 |
|---|---|---|---|---|
| 直流氩弧焊(TIG) | 水箱板材拼接、角缝、底板、顶板全位置焊接 | 焊缝成型美观、热影响区小、不易变形,密封性强,耐腐性不被破坏 | 焊接速度偏慢,对工人技术要求高 | 全程采用纯氩气保护,焊缝无氧化、无气孔 |
| 二保焊(MIG) | 大型水箱加强筋、外部辅助构件焊接 | 焊接速度快,效率高,适合厚板加固 | 焊缝易产生飞溅,不锈钢表面易氧化,不适用储水接触面 | 仅用于外部加固件,箱体内壁严禁使用 |
| 普通电弧焊 | 老旧简易水箱、临时构件焊接 | 设备成本低,操作简单 | 高温灼伤板材钝化层,焊缝极易生锈漏水 | 厂区生产全程禁用,不用于水箱主体 |
结合表格可以看出,合格的 304 生活饮用水水箱,箱体内壁、板材拼接主焊缝必须使用直流氩弧焊。这也是区分正规厂家与小作坊最直观的一点。小作坊为了节省人工和时间,混用普通焊机,看似成品差别不大,却是日后渗漏、锈蚀的重大隐患。我们厂区所有持证焊工均严格执行氩弧焊作业规范,从源头保障焊缝质量。
二、304 不锈钢水箱标准焊接施工全流程

一套合格的水箱,焊接并非简单拼接点焊,而是遵循 “预处理→定位焊→满焊成型→焊后处理” 四大步骤,每一步都有严格操作要求,你在现场监工或者验收时,可以对照流程逐一检查。
1. 焊前板材预处理
焊接前首先要对水箱板对接处做清洁处理。304 不锈钢表面的油污、灰尘、氧化皮、铁屑都会导致焊缝出现气孔、虚焊。作业时需用专用不锈钢打磨片、酒精擦拭对接缝隙两侧,保证焊接区域 5cm 范围内干净无杂质。同时调整板材拼接缝隙,组合式水箱板缝隙需控制在 0.5mm 以内,缝隙过大会增加焊接难度,还会影响整体结构强度。我厂在拼装环节会反复校准板材平整度与缝隙,杜绝因拼装偏差引发的焊接缺陷。
2. 定位点焊固定
板材对位完成后,先进行定位点焊,起到固定位置、防止焊接过程中板材移位变形的作用。点焊焊点长度控制在 8-12mm,焊点间距保持在 200-300mm,均匀分布在拼接缝两侧。点焊电流不宜过大,避免板材烧穿、变形。需要注意的是,内壁焊点后续必须打磨平整并补焊,不能留有尖锐凸起,防止滋生水垢、腐蚀焊缝。
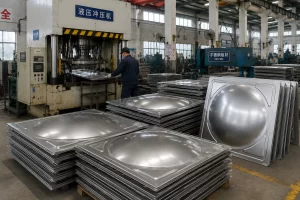
3. 分层满焊作业
这是整个工艺的核心环节。304 水箱分为内壁满焊与外壁加固焊接,内壁直接接触水体,要求最高。焊接时采用短弧、匀速运条手法,氩气持续保护熔池,避免高温金属接触空气被氧化。对于常规厚度水箱板,采用单层满焊;加厚承压板材、水箱底部、转角等受力关键位置,采用双层焊接,提升焊缝抗拉与防渗能力。转角、阴阳角等复杂位置,焊工需采用多角度运枪,保证焊缝饱满、连续,无断点、无漏焊。
4. 焊后清洁与防腐处理
焊接完成不等于工序结束。高温焊接会让焊缝周边产生一层黑色氧化层,这层物质防腐能力极差,必须彻底处理。工人会使用专用不锈钢拉丝轮、酸洗钝化膏对焊缝及周边区域做抛光、钝化处理,恢复板材原本的防锈性能。最后整体清水冲洗、晾干,完成整套焊接工序。
三、焊接工艺常见缺陷及带来的使用隐患
很多低价水箱故障频发,根源都出在焊接缺陷上。结合多年售后经验,总结了市场上最常见的工艺问题,以及对你后期使用造成的影响。
第一是焊缝气孔、夹渣,大多由板材清洁不到位、保护气体不纯导致,初期肉眼难以发现,通水后会慢慢出现渗水,反复补焊也难以根治。第二是虚焊、漏焊,偷工减料省略满焊工序,仅靠点焊固定,水箱承压后缝隙快速开裂漏水。第三是焊缝氧化发黑且未做钝化处理,破坏 304 不锈钢钝化膜,焊缝位置率先生锈,逐步向整块板材蔓延。第四是板材变形,焊接电流过大、散热不当,导致箱体凹凸变形,结构稳定性下降。
清之一从人员、设备、流程三重管控,焊工均持证上岗,定期技能考核,搭配专业焊接设备与防护耗材,最大程度规避以上问题,保障每一台出厂水箱的焊接品质。
四、现场简易验收方法,普通人也能判断焊接好坏

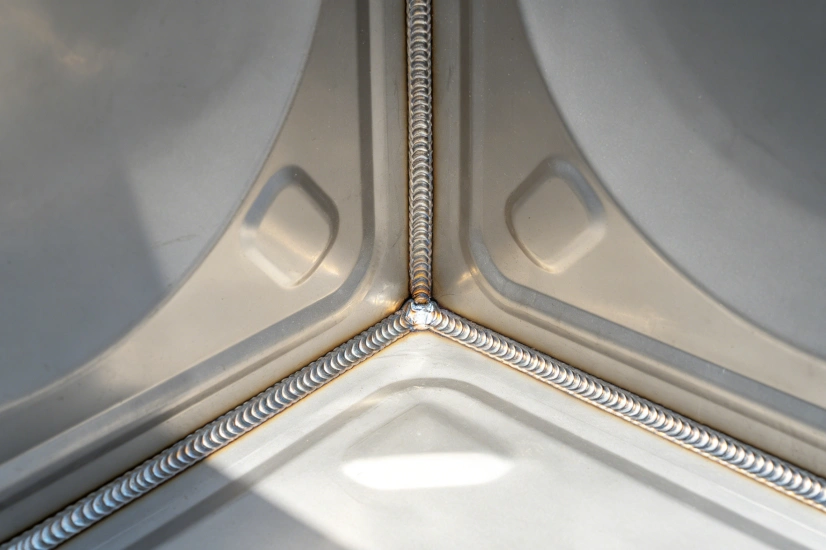
你不用掌握专业焊接知识,通过外观、试水两个简单方法,就能完成基础验收。 首先看外观:优质氩弧焊焊缝线条均匀、饱满顺滑,整体呈银白色或浅金黄色,无发黑、无飞溅、无明显凹凸;焊缝与板材过渡自然,内壁打磨平整。其次做闭水试验:水箱拼装焊接完成后,注满清水静置 24 小时,观察所有焊缝、转角位置,无渗水、无水印即为合格。正规厂家交付前,都会提前完成闭水自检,确保验收顺利通过。
常见问题
304 不锈钢水箱内壁和外壁焊接工艺要求一样吗?
不一样。内壁接触生活用水,必须采用高纯氩弧焊满焊,且焊后做钝化防腐处理;外壁以加固为主,可在保证结构强度的前提下适当简化,但转角、受力缝依旧要求满焊,严禁大面积点焊。
氩弧焊和普通焊机焊出来的水箱,使用寿命差距有多大?
规范氩弧焊工艺的水箱,焊缝耐腐性和板材本体接近,整体可用 15-20 年;普通电弧焊破坏不锈钢防锈层,焊缝 3-5 年就会生锈渗漏,使用寿命直接缩短一半以上,还会带来水质污染风险。
水箱焊缝出现轻微渗水,可以直接补焊修复吗?
轻微渗水可在排空水体、彻底干燥后补焊修复;如果是大面积气孔、虚焊导致的渗漏,说明整体焊接工艺不达标,单纯补焊治标不治本,建议重新整改焊接。
为什么加厚板材的水箱需要双层焊接?
加厚板材承压更大、受力更强,单层焊缝难以承受长期水压,双层焊接能大幅提升焊缝的结构强度与密封性,主要应用在大型水箱、楼顶高位水箱、消防承压水箱等场景。